Fabricantes de Conectores Médicos para Programas OEM de Montagem de Cabos
Compradores que comparam fabricantes de conectores médicos geralmente também comparam risco de montagem: capacidade de limpeza, blindagem, rastreabilidade, durabilidade da transição traseira e como o conector escolhido se comporta depois de terminado em um cabo de dispositivo real. A Fiongo apoia essa decisão completa, da revisão de conector à produção recorrente.
O que compradores de conectores médicos realmente precisam validar
A escolha mais forte de um conector médico raramente é a do catálogo mais impressionante. É aquela que se encaixa na construção do cabo, suporta a rotina de limpeza esperada e mantém o desempenho após roteamento, manuseio e ciclos repetidos de acoplamento. Frameworks de qualidade como ISO 13485 e expectativas de segurança definidas pela IEC 60601 influenciam essa decisão muito antes de a produção começar.
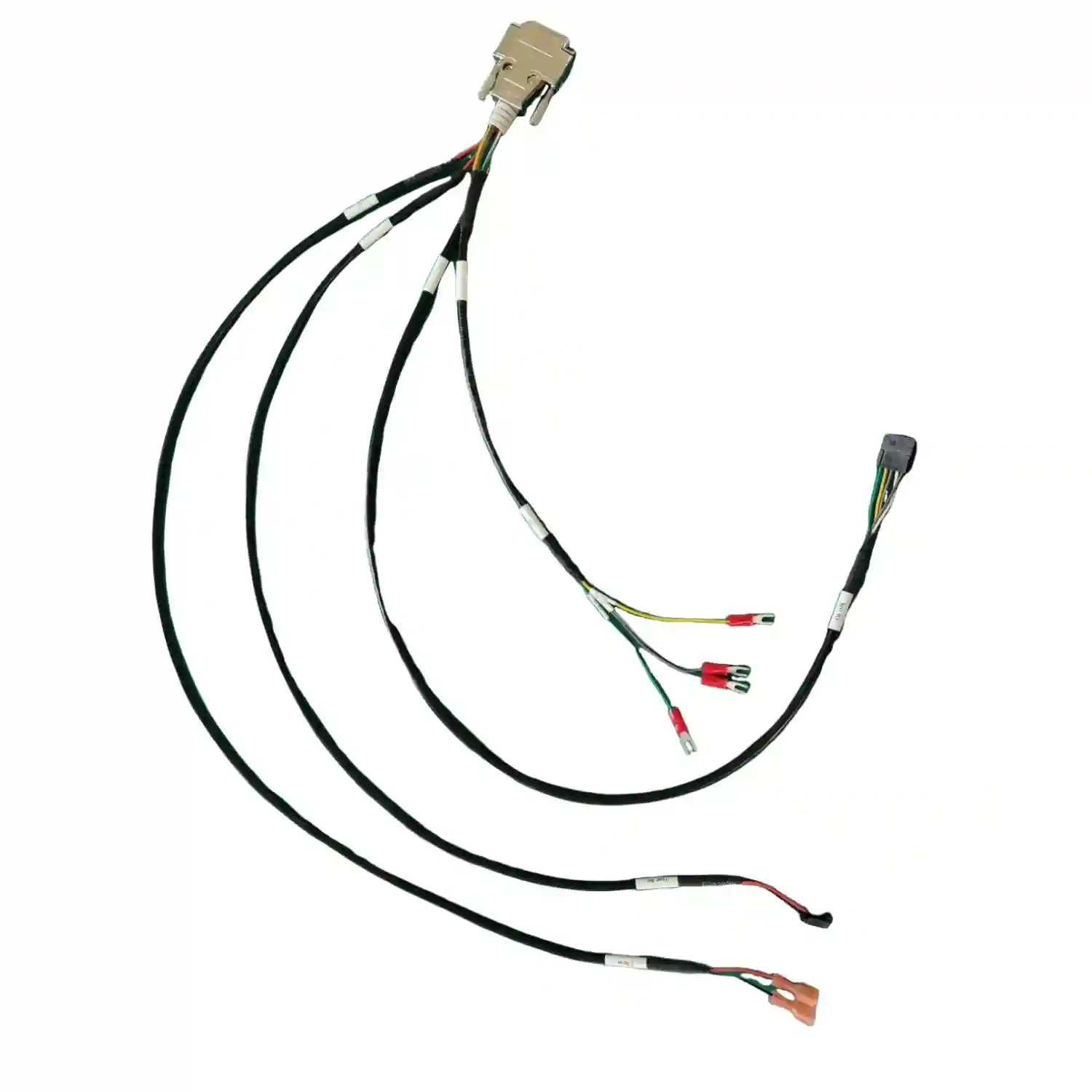
Para muitos OEMs, a lacuna não está em encontrar uma marca de conector. Está em transformar o conector aprovado em uma montagem de cabo médico estável, com a blindagem certa, alívio de tração, etiquetagem e cobertura de teste. É aí que a disciplina de montagem importa tanto quanto a seleção de componentes.
Equipes regulatórias e de produto também precisam de uma cadeia de fornecimento auditável. Orientações do framework regulatório de dispositivos médicos da U.S. FDA reforçam por que documentação, rastreabilidade e mudanças controladas importam. Uma decisão de conector que não pode ser apoiada por um pacote limpo de produção costuma se tornar um problema muito mais caro depois.
Como a Fiongo apoia programas de conectores médicos
Não nos posicionamos como uma marca de conectores. Apoiamos equipes OEM que precisam da família de conector escolhida integrada em uma montagem de cabo pronta para produção, com materiais controlados, suporte de transição traseira e liberação de qualidade repetível.
Seleção além do encaixe de catálogo
Compradores que buscam fabricantes de conectores médicos geralmente precisam de mais que uma lista de conectores. Precisam de uma família que sobreviva à limpeza, caiba no gabinete, sirva à construção do cabo e possa ser montada repetidamente sem variação oculta de processo.
Conector mais arquitetura de cabo
Ajudamos equipes OEM a fechar a pilha completa de interconexão: tipo de condutor, blindagem, transição traseira, geometria de capa ou sobremoldagem, alívio de tração e lógica de teste. Isso reduz a falha comum em que o conector está correto mas a montagem ao redor é frágil.
Rastreabilidade que o setor de compras pode auditar
Programas médicos costumam exigir números de peça controlados, registros de lote, disciplina de revisão e relatórios de teste repetíveis. Estruturamos o pacote de montagem para que sourcing, qualidade e regulatório revisem os mesmos fatos.
Suporte para programas de dispositivos regulados
Montagens para monitoramento de pacientes, imagem, terapia e equipamentos de laboratório frequentemente combinam sinais de baixo ruído, roteamento compacto e compatibilidade com limpeza. Esses requisitos precisam ser considerados antes de a RFQ ser congelada.
Ecossistemas de conectores com os quais trabalhamos
Programas frequentemente especificam interfaces push-pull, circulares, miniaturizadas, híbridas (potência + sinal) ou seladas, vindas de famílias estabelecidas de conectores médicos e industriais, em vez de uma única peça universal.
DFM antes do travamento de custo
Se o projeto ainda tem perguntas em aberto sobre método de esterilização, raio de curvatura, EMI ou ciclos de acoplamento, nossa revisão fecha essas lacunas antes que se tornem revisões caras de amostra ou falhas de campo.
Famílias de conectores só funcionam quando a montagem ao redor está correta
Um conector médico pode estar aprovado no papel, mas o programa ainda falha se o cabo sai com curvatura excessiva, a terminação de blindagem é instável ou a rotina de limpeza ataca a transição traseira. Por isso, a seleção do conector deve permanecer ligada às decisões de cabo e processo ao seu redor.
Em dispositivos compactos, isso costuma se sobrepor ao roteamento microcoaxial, caminhos de sinal de pitch fino ou pacotes mistos de potência e dados. Em sistemas mais robustos, depende de sobremoldagem, geometria de capa e uma transição traseira capaz de absorver carga mecânica em vez de transferi-la diretamente para o contato terminado.
Também ligamos cada programa ao plano de inspeção. Se sua equipe não consegue verificar orientação, pinagem e os pontos de cabo mais propensos a falha durante a produção, a escolha do conector ainda está incompleta. Por isso, o teste elétrico controlado e os critérios visuais documentados fazem parte do serviço, não são uma reflexão posterior.
O que os compradores costumam comparar
Sistemas push-pull e de desconexão rápida
Escolhidos quando o dispositivo precisa de acoplamento rápido, tamanho compacto e retenção confiável em monitores, carrinhos de terapia ou equipamentos de mão.
Conectores blindados e focados em integridade de sinal
Úteis para imagem, sensores e sinais analógicos ou digitais mistos, em que EMI, estratégia de aterramento e terminação consistente importam tanto quanto o estilo da carcaça.
Interfaces compatíveis com limpeza e ambiente
Programas expostos a desinfetantes, limpeza úmida repetida ou ciclagem térmica precisam de materiais de conector e transições traseiras escolhidos com base no processo real de limpeza, não apenas em valores nominais de IP.
Liberações documentadas para programas médicos
A escolha mais forte de conector é aquela que se encaixa tanto no pacote de qualidade quanto no cabo. Tratamos a aprovação de peças, alternativas e a liberação de processo como parte da definição do produto.
Pontos típicos de verificação de especificação
| Estilos de conector | Push-pull, circular, miniatura, híbrido potência + sinal, selado, painel e configurações personalizadas no cabo |
|---|---|
| Construções de cabo | Microcoaxial, multicondutor, par blindado, híbrido potência + dados e construções compactas para cabos médicos flexíveis |
| Opções de proteção | Termorretrátil, alívio de tração moldado, suporte de capa traseira, ilhoses, encapsulamento seletivo e sobremoldagem |
| Foco de validação | Continuidade, pinagem, resistência de isolação, hi-pot quando exigido, critérios visuais, verificações dimensionais e de acoplamento |
| Estágios de programa | Protótipo, EVT, DVT, piloto, lançamento de baixo volume e fornecimento OEM recorrente |
| Aplicações | Monitoramento de pacientes, imagem, sistemas cirúrgicos, dispositivos portáteis, instrumentos diagnósticos e equipamentos de laboratório |
| Documentação | Revisão de BOM, cross-check de conectores, relatórios de teste, registros de primeiro artigo, etiquetas e rastreabilidade de lote |
| Suporte de montagem | Coordenação de fornecimento de conectores, revisão de crimpagem e terminação, estratégia de blindagem e embalagem amigável ao recebimento |
Da revisão de conector ao fornecimento recorrente
Este é o fluxo de trabalho que usamos para manter seleção de conector, arquitetura de cabo e liberação de produção alinhadas, em vez de deixar essas decisões se dispersarem entre equipes e rodadas de amostra.
RFQ e revisão de conector
Revisamos a família de conectores, restrições de acoplamento, tipo de cabo, ambiente e expectativas de teste antes de cotar com base em premissas congeladas mas incompletas.
Arquitetura de cabo e DFM
A engenharia confirma blindagem, transição traseira, alívio de tração, compatibilidade de jaqueta e sequência de montagem, para que o conector possa ser construído de forma consistente em volume.
Construção de protótipo
Os primeiros artigos validam encaixe, orientação, alívio de curvatura, comportamento de sinal e manuseio antes que o projeto entre em lotes piloto ou de validação.
Liberação de processo
Ferramentas, instruções de trabalho, materiais aprovados, etiquetas e programas de teste são travados, para que o lote enviado depois corresponda à amostra aprovada.
Produção controlada
As montagens rodam com inspeção em processo, rastreabilidade de lote e teste elétrico repetível para apoiar expectativas de fornecimento médico regulado.
Envio documentado
Embalamos por SKU ou família de produto, incluímos os registros solicitados pela sua equipe e simplificamos a reposição para fabricantes contratados e recebimento OEM.
Serviços relacionados de interconexão médica
Estas páginas cobrem os escopos de montagem adjacentes que os compradores costumam avaliar em conjunto com o sourcing de conectores médicos.
Montagem de Cabos Médicos
Melhor escolha quando a montagem completa do cabo, e não apenas a interface do conector, já é o foco da compra.
Montagem de Microcoaxial
Útil para interconexões médicas compactas em que a densidade de sinal e o espaço de roteamento são limitados.
Montagem de Cabo Blindado
Para programas que precisam de roteamento de baixo ruído, aterramento controlado e melhor desempenho EMC.
Chicote Elétrico Médico
Quando o produto tem mais derivações, roteamento interno ou múltiplos subsistemas reunidos em um chicote.
FAQ
Como os compradores devem comparar fabricantes de conectores médicos?
Compare-os por prontidão de montagem, compatibilidade com limpeza, confiabilidade de acoplamento, disciplina de documentação e quão bem o conector funciona com a arquitetura de cabo que você realmente precisa. Em programas médicos, o conector não pode ser avaliado isolado da montagem ao redor.
A Fiongo fábrica as próprias marcas de conectores?
Não. A Fiongo foca em montagens de cabos médicos e chicotes elétricos que integram famílias aprovadas de conectores. Ajudamos equipes OEM a selecionar, comprar e validar a combinação certa de conector e cabo para produção.
Quais informações aceleram uma cotação para uma montagem de cabo com conector médico?
Um desenho ou foto, números de peça dos conectores, especificação do cabo, pinagem, comprimento, necessidades de blindagem, método de limpeza, ciclos de acoplamento esperados, demanda anual e requisitos de teste são as entradas iniciais mais úteis.
Por que o alívio de tração é tão importante em programas de conectores médicos?
Muitas falhas de campo acontecem atrás do conector, não dentro dele. Suporte de transição traseira, geometria de capa, sobremoldagem e flexibilidade do cabo determinam se a interface elétrica aprovada permanece confiável após manuseio, limpeza e uso repetido.
Vocês atendem tanto protótipo quanto produção médica recorrente?
Sim. Atendemos primeiros artigos, lotes de validação e fornecimento OEM recorrente com a mesma ênfase em materiais aprovados, lógica de teste controlada e rastreabilidade.
Quais normas costumam orientar esses programas?
Os programas comumente referenciam frameworks de qualidade e segurança como ISO 13485 e IEC 60601, além de requisitos regulatórios, de limpeza e de gestão de risco específicos do cliente, vinculados à categoria do dispositivo.
Precisa de uma decisão de conector médico ligada a uma montagem de cabo de produção real?
Compartilhe os números de peça dos conectores, a pilha do cabo, o método de limpeza e os requisitos de teste. Podemos revisar a arquitetura de montagem antes que sua equipe se comprometa com uma rodada de amostra difícil de escalar.